壓力容器廣泛應(yīng)用于化工、石油、機(jī)械、冶金、核能、航空、航天等部門,是生產(chǎn)過(guò)程中必不可少的核心設(shè)備,壓力容器一般由筒體、封頭、法蘭、密封元件、開(kāi)孔和接管、支座等六大部分構(gòu)成容器本體,焊縫可分為ABCDE 等。
焊接過(guò)程中的控制要求
注意:有壓力要求的一般不允許氣保焊打底 蓋面,建議 手工焊條 鎢極氬弧焊 埋弧焊。
2.1 引弧與收弧
應(yīng)在引弧或坡口內(nèi)引弧,禁止在非焊接部位引弧,焊縫應(yīng)在收弧板上收弧,弧坑應(yīng)填滿。
2.2 防止打弧
應(yīng)防止地線、電源線、焊鉗與焊件打弧。
2.3 弧坑的打磨與補(bǔ)焊
電弧擦傷處的弧坑需經(jīng)打磨,使其均勻過(guò)渡到母材表面,若打磨后的母材厚度小于規(guī)定值時(shí),則需補(bǔ)焊。
2.4 受壓元件角焊縫
其根部應(yīng)保證焊透,焊腳應(yīng)圓滑過(guò)渡。
2.5 焊接線能量
每條焊道的線能量都不高于評(píng)定合格數(shù)值。
2.6 多層焊
各焊層焊道的接頭應(yīng)盡量錯(cuò)開(kāi)。
2.7 清根
雙面焊要求清理焊根,顯露出正面打底的焊縫金屬。對(duì)于自動(dòng)焊,若經(jīng)試驗(yàn)確認(rèn)能保證焊透,也可不作清根處理。
2.8 接弧處的要求
應(yīng)保證焊透與熔合
2.9 層間溫度
施焊過(guò)程中應(yīng)控制層間溫度不超過(guò)規(guī)定的范圍。當(dāng)焊件預(yù)熱時(shí),應(yīng)控制層間溫度不低于預(yù)熱溫度。
2.10 中斷焊接時(shí)的要求
每條焊縫應(yīng)盡量一次焊完。當(dāng)中斷焊接時(shí),對(duì)冷裂紋敏感的焊件應(yīng)及時(shí)采取后熱、緩冷等措施。重新焊接時(shí),仍需按規(guī)定進(jìn)行預(yù)熱。
2.11 改善焊接質(zhì)量的錘擊
需采用錘擊改善焊接質(zhì)量時(shí),第一層焊縫和蓋面層焊接不宜錘擊。
2.12 引弧板、收弧板及試板的去除
引弧板、收弧板、產(chǎn)品焊接試板不應(yīng)錘擊拆除。
焊接檢驗(yàn)
3.1焊接外觀質(zhì)量
3.1.1焊縫的外觀形狀尺寸應(yīng)符合技術(shù)標(biāo)準(zhǔn)和設(shè)計(jì)圖樣的規(guī)定,表面不得有裂紋、氣孔、弧坑和飛濺物。
3.1.2 C、D類焊縫應(yīng)與母材圓滑過(guò)渡。在圖樣未規(guī)定焊腳高度時(shí),取焊件中較薄件之厚度。對(duì)補(bǔ)強(qiáng)圈的焊腳,當(dāng)補(bǔ)強(qiáng)圈大于或等于8mm時(shí),其焊腳等于補(bǔ)強(qiáng)圈厚度的70%,且不小于8mm。
3.1.3對(duì)標(biāo)準(zhǔn)抗拉強(qiáng)度σb>540MPa的鋼材和采用奧氏體不銹鋼制造的容器、低溫容器、球罐以及焊接接頭系數(shù)取1.0的容器,焊接接頭表面不得有咬邊。除上述以外的容器焊接接頭表面的咬邊深度不得大于0.5mm,咬邊的連續(xù)長(zhǎng)度不得大于100mm,焊接接頭兩側(cè)咬邊的總長(zhǎng)不得超過(guò)該焊接接頭長(zhǎng)度的10%。
3.1.4 A、B類焊接接頭的余高A、B類焊縫余高不得大于焊件厚度10%,且不大于3mm。A、B類焊接接頭的寬度一般比坡口每側(cè)寬度增寬1-2mm。
 河南一諾工搪容器有限公司
河南一諾工搪容器有限公司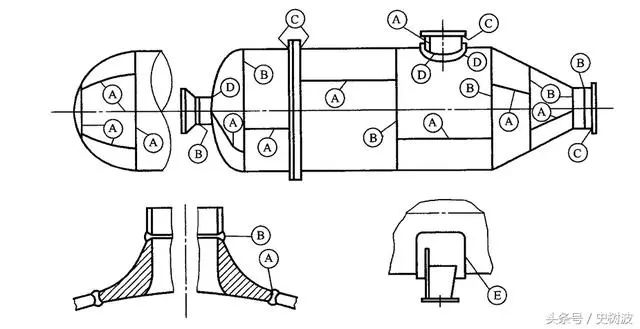



釜在化工行業(yè)中的應(yīng)用")
買搪瓷反應(yīng)釜怎么選購(gòu)")
計(jì)步驟")
")


您好!