 河南一諾工搪容器有限公司
河南一諾工搪容器有限公司什么是聚合釜?
398聚合釜是一種重要的化工設備,廣泛應用于聚合、聚合物化學、石油化工、有機合成、高分子化學等領域。它是實現化學反應、物料混合、加熱、冷卻等工藝過程的關鍵設備,對于提高生產效率、保證產品質量具有重要意義。
查看全文全站搜索 非標搪玻璃反應釜 產品中心
1、前言
換熱器分類:
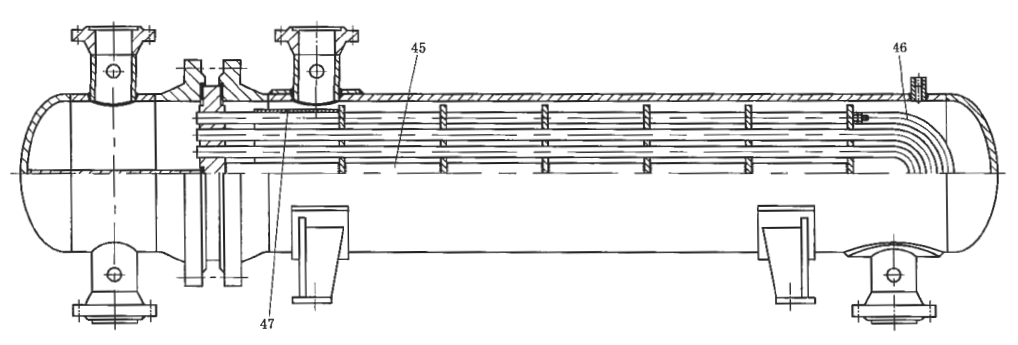
管殼式換熱器根據結構特點可分為下列兩類。
1.剛性結構的管殼式換熱器:這種換熱器又成為固定管板式,通常可分為單管程和多管程兩種。它的優點是結構簡單緊湊、造價便宜和應用較廣;缺點是管外不能進行機械清洗。
2.具有溫差補償裝置的管殼式換熱器:它可使受熱部分自由膨脹。該結構形式又可分成:
① 浮頭式換熱器:這種換熱器的一端管板能自由伸縮,即所謂“浮頭”。他適用于管壁和殼壁溫差大,管束空間經常清洗。但它的結構較復雜,加工制造的費用較高。
② U形管式換熱器:它只有一塊管板,因此管子在受熱或冷卻時,可以自由伸縮。這種換熱器的結構簡單,但制造彎管的工作量較大,且由于管子需要有一定的彎曲半徑,管板的利用率較差,管內進行機械清洗困難,拆換管子也不容易,因此要求通過管內的流體是清潔的。這種換熱器可用于溫差變化大,高溫或高壓的場合。
③ 填料函式換熱器:它有兩種形式,一種是在管板上的每根管子的端部都有單獨的填料密封,以保證管子的自由伸縮,當換熱器內的管子數目很少時,才采用這種結 構,但管距比一般換熱器要大,結構復雜。另一種形式是在列管的一端與外殼做成浮動結構,在浮動處采用整體填料函密封,結構較簡單,但此種結構不易用在直徑 大、壓力高的情況。填料函式換熱器現在很少采用。
2、設計條件的審查
1. 換熱器的設計,用戶應提供一下設計條件(工藝參數):
① 管、殼程的操作壓力(作為判定設備是否上類的條件之一,必須提供)
②管、殼程的操作溫度(進口/出口)
③金屬壁溫(工藝計算得出(用戶提供))
④物料名稱及特性
⑤腐蝕裕量
⑥程數
⑦換熱面積
⑧換熱管規格,排列形式(三角形或正方形)
⑨折流板或支撐板數量
⑩保溫材料及厚度(以便確定銘牌座伸出高度)
⑾油漆:
Ⅰ.如用戶有特殊要求,請用戶提供牌號,顏色
Ⅱ.用戶無特殊要求,設計人員自己選定
2. 幾個重點設計條件
①操作壓力:作為判定設備是否上類 的條件之一,必須提供
②物料特性:如用戶不提供物料名稱則必須提供物料的毒性程度。
因為介質的毒性程度關系到設備的無損監測、熱處理、鍛件的級別對于上類設備,還關系到設備的劃分:
a. GB150 10.8.2.1(f)圖樣注明盛裝毒性極度危害或高度危害介質的容器100%RT.
b. 10.4.1.3 圖樣注明盛裝毒性為極度或高度危害介質的容器,應進行焊后熱處理(奧氏體不銹鋼的焊接接頭可不進行熱處理)
c.鍛件. 使用介質的毒性為極度或高度危害性的鍛件應符合Ⅲ級或Ⅳ級要求。
③管規格:
常用的 碳鋼 φ19×2,φ25×2.5,φ32×3, φ38×5
不銹鋼φ19×2,φ25×2, φ32×2.5,φ38×2.5
換熱管的排列形式:三角形,轉角三角形,正方形,轉角正方形。
★ 換熱管間需要機械清洗時,應采用正方形排列。
1.設計壓力,設計溫度,焊接接頭系數
2.直徑:DN<400的圓筒,采用鋼管。
DN≥400的圓筒,采用鋼板卷制。
16”鋼管——與用戶商量采用鋼板卷制。
3.布置圖:
根據換熱面積、換熱管規格畫布置圖,確定換熱管數量。
如果用戶提供了布管圖,也要復核布管是否在布管限定圓以內。
★布管的原則:
①在布管限定圓內應布滿管。
②多管程的各管程數應盡量相等。
③換熱管應對稱排列。
4.材料
管板本身具有凸肩并與圓筒(或封頭)連接時,應采用鍛件。由于采用此種結構的管板一般都用于壓力較高、易燃、易爆、以及毒性程度為極度、高度危害的場合, 對管板要求較高,管板也較厚。為避免凸肩處產生加渣、分層、及改善凸肩處纖維受力的狀況,減少加工量,節約材料,采用凸肩與管板直接鍛造出來的整體鍛件來制造管板。
5.換熱器與管板的連接方式
管子于管板的連接,在管殼式換熱器的設計中是一個比較重要的結構部分。他不僅加工工作量大,而且必須使每一個連接處在設備運作中,保證介質無泄漏及承受介質壓力能力。
管子與管板的連接方式主要有以下三種:a脹接;b焊接;c脹焊接
脹接用于管殼之間介質滲漏不會引起不良后果的情況,特別適用于材料可焊性差(如碳鋼換熱管)及制造廠的工作量過大的情況。
由于脹接管端處在焊接時產生塑性變 形,存在著殘余應力,隨著溫度的升高,殘余應力逐漸消失,這樣使管端處降低密封和結合力的作用,所以脹接結構受到壓力和溫度的限制,一般適用于設計壓力 ≤4Mpa,設計溫度≤300度,并且在操作中無劇烈地震動,無過大的溫度變化及無明顯的應力腐蝕。
焊接連接具有生產簡單、效率高、連接可靠的優點。通過焊接,使管子對管板有較好的增將作用;并且還有可降低管孔加工要求,節約加工工時,檢修方便等優點,故應優先采用。
此外,當介質毒性很大,介質和大氣混合 易發生爆炸介質有放射性或管內外物料混合會產生不良影響時,為確保接頭密封,也常采用焊接法。焊接法雖然優點甚多,因為他并不能完全避免“縫隙腐蝕”和焊 接節點的應力腐蝕,而且薄管壁和厚管板之間也很難得到可靠的焊縫。
焊接法雖然較脹接可以乃更高的溫度,但是在高溫循環應力的作用下,焊口極易發生疲勞裂 紋,列管與管孔存在間隙,當受到腐蝕介質的侵蝕時,以會加速接頭的損壞。因此,就產生了焊接和脹接同時使用的方法。這樣不但能提高接頭的抗疲勞性能,同時 可以降低縫隙腐蝕傾向,因而其使用壽命比單用焊接時長的多。
在什么場合下適宜施行焊、脹接并用的方法,目前尚無統一標準。通常在溫度不太高而壓力很高或介 質極易滲漏時,采用強度脹加密封焊(密封焊是指單純防止滲漏而施行的焊接,并不保證強度)。
當在壓力和溫度都很高的情況下,則采用強度焊加貼脹,(強度焊 是即使焊縫有嚴密性,又能保證接頭具有較大的拉脫力,通常是指焊縫強度等于管子軸向負荷下的強度時的焊接)。貼脹的作用主要是消除縫隙腐蝕和提高焊縫的抗 疲勞性能。具體的結構尺寸標準中(GB/T151)已有規定,在此不再詳述。
對于管孔表面粗糙度的要求:
a當換熱管與管板焊接連接時,管的表面粗糙度Ra值不大于35uM。
b單換熱管與管板脹接聯接時,管孔表面粗糙度Ra值不大于12.5uM脹接連接時,管孔表面不應有影響脹接緊密性的缺陷,如貫通的縱向或螺旋狀刻痕等。
3、設計計算
1.殼體壁厚計算(包括管箱短節、封頭、殼程筒體的壁厚計算)管、殼程筒體壁厚應滿足GB151中最小壁厚的規定,對于碳素鋼和低合金鋼最小壁厚是按腐蝕裕量C2=1mm考慮的,對于C2大于1mm的情況,殼體的最小壁厚應相應增加。
2.開孔補強計算
對于殼體采用鋼管制的,建議采用整體補強(增加筒體壁厚或采用厚壁管);對于比較厚的管箱上開大孔考慮綜合經濟性。
不另行補強應滿足的幾點要求:
①設計壓力≤2.5Mpa;
②相鄰兩孔中心距應不小于兩孔直徑之和的兩倍;
③接管公稱直徑≤89mm;
④接管最小壁厚應表8-1的要求(接管腐蝕裕量為1mm)。
3.法蘭
設備法蘭采用標準法蘭時應注意法蘭與墊片、緊固件的匹配,否則應對法蘭進行計算。比如甲型平焊法蘭在標準中與其匹配的墊片為非金屬軟墊片;當采用纏繞墊片應對法蘭重新計算。
4.管板
需注意以下幾個問題:
① 管板的設計溫度:根據GB150及GB/T151的規定,應取不低于元件的金屬溫度,但在管板計算中無法保證管\殼程介質作用,且管板的金屬溫度很難計算,故一般取較高側的設計溫度為管 板的設計溫度。
②多管程換熱器:在布管區范圍內,因設置隔板槽和拉桿結構的需要而未能被換熱器支承的面積Ad:按GB/T151公式計算。
③管板的有效厚度
管板的有效厚度系指管程分程隔板槽底部的管板厚度減去下列二者之和
a管程腐蝕裕量超出管程隔板槽深度的部分
b殼程腐蝕裕量與管板在殼程側的結構開槽深度二者中的最大植
5.膨脹節的設置
在固定管板換熱器中,由于管程內流體與管程流體之間具有溫差,而換熱器和殼體與管版固定連接,這樣在使用狀態時,殼體與管子之間有膨脹差存在,殼體和管子受 到軸向載荷。為了避免殼體和換熱器破壞、換熱器失穩、換熱管從管板上拉脫,就應設置膨脹節,以降低殼體和換熱器的軸向載荷。
一般在殼體和換熱器壁溫差較大時,需考慮設置膨脹節,在管板計算中,按有溫差的各種共況計算出σt、σc 、q ,其中有一個不合格時,就需增加膨脹節。
σt——換熱管軸向應力
σc——殼程圓筒軸向應力
q——換熱管與管板連接的拉脫力
4、結構設計
1.管箱
(1)管箱的長度
a最小內側深度
①向開孔的單管程管箱,開口中心處的最小深度應不小于接管內直徑的1/3;
②管程的內外側深度應保證兩程之間的最小流通面積不小于每程換熱管流通面積的1.3倍;
b最大內側深度
考慮內件焊接和清理是否方便,尤其對于公稱直徑較小的多管程換熱器。
(2)分程隔板
隔板的厚度和布置按GB151表6和圖15,對于厚度大于10mm的分程隔板,密封面應削邊至10mm;對于列管式換熱器,隔板上應設置淚孔(排凈孔),排凈孔的直徑一般為6mm。
2.殼體及管束
①管束級別
Ⅰ、Ⅱ級管束,僅僅針對碳鋼、低合金鋼換熱管國內標準中還存在著“較高級”和“普通級”制訂的。一旦國內換熱管能夠采用“較高級”鋼管時,碳鋼、低合金鋼換熱管束無需再分Ⅰ級和Ⅱ級
Ⅰ、Ⅱ管束的區別主要在于換熱管的外徑、壁厚偏差不同,相應地管孔尺寸和偏差不同
Ⅰ級管束的精度要求高一些,對于不銹鋼換熱管,只有Ⅰ級管束;對于常用的碳鋼換熱管
②管板
a管孔尺寸偏差
注意Ⅰ、Ⅱ級管束的區別
b分程隔板槽
Ⅰ槽深一般不小于4mm
Ⅱ分程隔板槽寬:碳鋼12mm;不銹鋼11mm
Ⅲ分程隔板槽拐角處的倒角一般為45度,倒角寬度b近似等于分程墊片的圓角半徑R。
③折流板
a管孔尺寸:按管束級別區分
b弓形折流板的缺口高度
缺口高度應使流體通過缺口時與橫過管束的流速相近,缺口眩高一般取0.20—0.45倍的圓角內直徑,缺口一般切在管排中心線以下或切于兩排管孔的小橋之間(便于穿管方便)。
c缺口方位
單向清潔流體,缺口上下布置;
氣體中含少量的液體,缺口朝上的折流板的最低處開通液口;
液體中含少量氣體,缺口朝下的折流板的最高處開通氣口
氣液共存或液體中含有固體物料時,缺口左右布置,并在最低處開通液口
d折流板的最少厚度;最大無支撐跨距
e管束兩端的折流板盡可能靠近殼程進出、口接管
④拉桿
a拉桿的直徑和數量
直徑和數量按表6-32,6-33選用,在保證大于或等于表6-33所給定的拉桿截面積的前提下,拉桿的直徑和數量可以變動,但其直徑不得小于10mm,數量不小于4根
b拉桿應盡量均勻布置在管束的外邊緣,對于大直徑的換熱器,在布管區或靠近折流板缺口處應布置適當數量的拉桿,任何折流板應不小于3個支撐點
c拉桿螺母,有的用戶要求下面一個螺母與折流板電焊
⑤防沖板
a防沖板的設置是為了減少流體的不均勻分布和對換熱管端的沖蝕
b防沖板的固定方式
盡可能固定在定距管上或靠近管板的第一塊折流板,當殼程進口位于非固定拉桿的管板的一側時,防沖板可焊在筒體上
⑥膨脹節的設置
a位于兩側折流板之間
為了減少膨脹節的流體阻力,必要時可在膨脹節內側設置一個襯筒,襯筒應在順流體流動方向上與殼體焊接,對于立式換熱器,當流體流動方向朝上時,應在襯筒下端設置排液孔
b膨脹節的保護裝置,防止設備在運輸過程中或使用中拉壞
⑦管板與殼體的連接
a延長部分兼作法蘭
b不帶法蘭的管板(GB151附錄G)
3.管法蘭:
①設計溫度大于等于300度,應采用對接法蘭。
②對于不能利用接管式接口進行放棄和排泄的換熱器,應在管、殼程最高點設置放氣口、最低點設置排液口,其最小公稱直徑為20mm。
③立式換熱器可設置溢流口。
4.支座:按GB151種5.20條的規定。
5.其他附件
①吊耳
質量大于30Kg的官箱及管箱蓋宜設置吊耳。
②頂絲
為了便于拆卸管箱、管箱蓋,應在官板、管箱蓋上設置頂絲。
5、制造、檢驗的要求
1.管板
①拼接管板的對接接頭進行100%射線檢驗或UT,合格級別:RT:Ⅱ級UT:Ⅰ級;
② 除不銹鋼外,拼接的管板消除應力熱處理;
③ 管板孔橋寬度偏差:按公式進行計算孔橋寬度:B=(S-d)-D1
孔橋最小寬度:B=1/2(S-d)+C;
2.管箱熱處理:
碳鋼、低合金鋼制的焊有分程隔板的管箱,以及管箱的側向開孔超過1/3圓筒內直徑的管箱,在施焊后作消除應力熱處理,法蘭及隔板密封面應在熱處理后加工。
3.壓力試驗
當殼程設計壓力低于管程壓力時,為了檢查換熱管與管板連接的質量好壞
①將殼程壓力提高到與管程試驗壓力一致進行水壓試驗,來檢查管接頭是否泄漏。(但需保證水壓實驗時殼體的一次薄膜應力≤0.9ReLΦ )
②上述方法不合適時,可對殼體按原來的壓力進行水壓試驗合格后,再對殼體進行氨滲漏試驗或鹵素檢漏試驗。
6、圖面需要注意的一些問題
1.注明管束級別
2.換熱管應寫明標準號
3.管板布管輪廓線外設為封閉的粗實線
4.裝配圖中應標出折流板缺口方位
5.標準膨脹節排液孔,排氣孔上的管接頭、管塞是否要出圖 。
聲明:文章所載內容來源互聯網,微信公眾號等公開渠道,我們對文中觀點保持中立,僅供參考,交流之目的。轉載的稿件版權歸原作者和機構所有,如有侵權,請聯系我們刪除。


搪瓷反應釜的生產過程對設備要求較高,包括搪瓷爐、噴涂設備、燒結爐等。同時,生產過程中還需要嚴格控制工藝參數,以保證搪瓷涂層的質量和性能。這樣才能生產出具有良好耐腐蝕性和耐磨性的搪瓷反應釜。
查看全文

管式換熱器的構造通過管束和殼體的組合,實現了兩個流體間的熱量傳遞。流體通過管束內的管子,熱量通過管壁傳遞給另一側的流體,從而實現熱量交換的目的。根據具體的應用需求,管式換熱器的構造可能會有一些變化和改進。
查看全文

您好!